
Qualification Today, Better Aircraft Tomorrow — Eaton’s Additive Manufacturing Strategy
The case for additive has been made, Eaton says. Now, the company is taking on qualification costs so it can convert aircraft parts made through casting to AM. The investment today will speed qualification of the 3D printed parts of the future, allowing design engineers to fully explore additive’s freedoms.

Share

A focus of Eaton's additive facility today is converting aircraft components made through casting to 3D printing. Lead time savings warrant this, and typically there are lightweighting and assembly consolidation opportunities as well. The challenge, and the investment expected to bring returns later, is in qualification.
For Eaton’s Aerospace Group, the advance of additive manufacturing for component production means vertical integration. Last year, the company opened and began running a new aerospace- and production-focused AM facility built within an existing aircraft part production site in Charleston, South Carolina. This new facility, currently with three powder-bed metal AM machines and postprocessing equipment, and expected to double or triple in capacity as more machines are added soon, joins Eaton AM development centers in Southfield, Michigan, and Pune, India, that now will also be directed toward part production.
“We now have about 250 employees throughout the company delivering on our additive manufacturing efforts as at least part of their work,” says Mike York, the company’s additive manufacturing director for aerospace. That includes staff involved in AM at various Eaton locations globally. The personnel involved in the effort plus the opening of the new facility are all aspects of the extent to which AM is now part of production for the company. There was an important and necessary span of time through which AM efforts were primarily experimental and developmental, but that time is now past. For Eaton and for its customers, “The case for additive has been made,” York says. The task now is to win more programs and deliver AM production parts.




Georges Elhelou leads the new Charleston additive facility. The site was launched for the primary aim of part production through AM.
Georges Elhelou, additive manufacturing industrialization manager, leads the new Charleston additive facility. Why vertical integration? He explains the link between AM and insourcing for Eaton.
Much of that link is explained by an operation that 3D printing is now replacing in many cases: casting. “Our goal is to transition as much of casting to additive manufacturing as possible,” Elhelou says. Casting adds lead time as well as supply chain complexity. Because it is performed by a foundry, it is inherently an outsourced operation. And because of constraints casting places on part geometry, geometric complexity generally involves assemblies that mate castings to other sourced components. Therefore, Eaton aims to convert near-net-shape parts made through casting today, and therefore made externally, into even nearer-net-shape parts made internally through laser powder bed fusion or electron beam melting, and to realize assembly consolidations with these converted parts so that additive replaces not only the casting but also other components and the labor and the joining or fasteners that connect them.
Using additive to reduce part count and simplify sourcing will be just the start, Elhelou says. Taking control today will lay a platform for tomorrow. With additive in place as a proven and even expected means of production, engineers designing future components will be able to leverage AM’s freedoms to realize even better-performing part designs for more efficient and capable future aircraft.
Using additive to reduce part count and simplify sourcing will be just the start, Elhelou says. Taking control today will lay a platform for tomorrow.
The South Carolina site was chosen because aircraft part production is already happening here, and AM relies on and must integrate with some to those established production capabilities. Specifically, the Charleston site was chosen because of the extent of the CNC machining performed here. Metal AM aircraft parts need CNC machining, and the South Carolina team is one of the leading groups within Eaton offering this expertise. Machining is ultimately part of metal part production through AM, and the integration now includes bringing metal 3D printing and machining together.
Qualification Foundation
The Charleston plant serves aerospace and applies additive specifically to aerospace. Eaton itself is a manufacturer for many markets, electrical components perhaps its largest product category. Its Aerospace Group serves as a Tier One contractor to both commercial and military aircraft providers, as well as spacecraft producers, supplying components and subsystems related to mechanical actuation as well as fuel and hydraulic conveyance. That AM holds promise for components of this type, and specifically that it holds promise for replacing castings, has been clear to Eaton and its customers for years. At the Southfield and Pune sites, Eaton has worked with customers to demonstrate and validate this promise through research, testing, prototyping and proof-of-concept components. Now comes production — and the challenge in making the conversion from casting to additive can be expressed in one word: qualification.
“We have to satisfy our customers’ quality standards, and the FAA [Federal Aviation Administration], that the new additive component is an acceptable replacement for the previous part that was already qualified,” Elhelou says.
This can be a long and difficult exercise. Indeed, it is a costly exercise, and pursuing qualification today in support of and in tandem with customers is the investment in additive Eaton is now making.
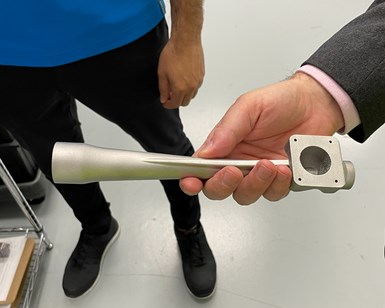
Qualifying one part for additive production simplifies the qualification of future similar parts. The Eaton site is in production now with a jet pump component that resembles this one.
The key, Elhelou says, is that success in part qualification is becoming cumulative. The FAA has shown willingness to accepts that success in qualifying one part is applicable toward similar parts, so efforts do not have to be repeated. This is potentially a huge advantage for Eaton, which produces certain parts that are similar to one another for separate aircraft customers. So Eaton is now setting out to convert parts away from casting in cases that offer the most chance to achieve foundational qualification wins promising precedent for future additive parts. It is costly to perform this qualification new, from scratch, but the expense today will pay dividends in the related parts that will be easier to qualify in the future. Eaton is choosing the production jobs it takes on today for difficulty, criticality and part family variety.
There are many opportunities, Elhelou and York say — many parts customers would like to see shifted to AM, if Eaton can help by shouldering the cost of qualification. At present there are about 50 production flight hardware components in the Charleston site’s pipeline for AM conversion. Twenty have been commercially awarded to Eaton. Between Charleston and the more established Southfield site, three parts are in production now: a jet pump, a component of a ground fueling system and a ram air valve for fighter aircraft.
York adds: “Cost alone can’t carry the day right now. We need to convince our customers of the value in producing superior designs and system solutions to be made additively. To get there, we have to build competence....”
The jet pump is an aluminum component made through laser powder bed fusion that replaces what used to be an 11-piece assembly, for 30% weight reduction in addition to the manufacturing simplification. But the savings from these improvements are not enough to offset the cost of qualifying a new part made through a new manufacturing method. “The business case to pay for qualification can be challenging, but it will set us up for more profitability with similar parts later,” Elhelou says.
York adds: “Cost alone can’t carry the day right now. We need to convince our customers of the value in producing superior designs and system solutions to be made additively. To get there, we have to build competence right now, through successes in the near term.” Competence building, along with the qualification precedents, are the near-term costs that represent long-term investments.

Eaton's Charleston site uses a Spectra L Arcam EBM machine from GE Additive, and another important piece of equipment from this company as well. The Powder Recovery Station performs automatic air blasting of complex EBM parts for depowdering.
A part in development I happened to see during my visit represents an example of developing competence, in this case by embracing difficulty. Details and nature of this part are confidential, per Eaton’s request, but the titanium 6Al-4V part includes complex internal passages and more than 80 external ports. It will be made through electron beam melting and, among other things, represents a significant depowdering challenge. A high-pressure-air depowdering machine from GE Additive, supplier of the Arcam EBM machine, will be part of the depowdering process, as will steps Eaton has developed itself. All of this will apply to future parts with manifold-like internal passages, practically every one of which is apt to be less challenging than this intricate part.

One of two laser powder bed fusion machines in Charleston is a four-laser system from EOS.

The other laser powder bed fusion machine is a Truprint machine from Trumpf. Elhelou says because customers sometimes specify or prefer certain machine types, it is valuable for the site to have platforms from different companies.
To further develop its competence, Eaton is also taking additive jobs that represent variety across aerospace subsectors — seeking a roughly even split across commercial, military and space — as well as across materials and platforms. The Charleston AM site exclusively performs metal powder bed fusion, but that focus covers a range of options. The platforms at the site currently include an EOS M400 four-laser machine used for aluminum and titanium, a GE Additive Arcam Spectra L EBM machine used for titanium, and a Trumpf Truprint 5000 laser powder bed fusion machine with internal heating to 500°C used for various materials that favor this high temperature, including titanium and stainless steel. All are being applied to the mission to succeed at making parts that can win qualification as alternatives to casting (as well as in some cases parts machined from solid blocks).
Three Phases
The number of AM machines will expand. Two additional machines are coming, and two or three more likely will soon follow, Elhelou says. Will the range of platforms also expand? Likely it will have to, he says. While the production opportunities demand a larger number of machines, ongoing rapid advances in AM technology will call for adopting different systems. The embrace of additive is the beginning of a long-term change, and the plans Eaton is making for additive’s advance have the expectation of change built in.
He says, “Phase one is where we are now — leveraging current machines.” That includes leveraging current machine brands. “Industry is not yet ready to say machine maker and model does not matter,” he says, so the company might add another machine brand in addition to three it has, for parts or customers favoring this fourth machine type. After that might come the beginning of consolidation onto one capability. “In phase two, we see building out our capacity with whatever machine type represents the state of the art in 2024. Then, in phase three, we leverage our knowledge and expand our additive production capacity using whatever is the best machine 10 years out.” By then, he says, the very best choice might not be laser powder bed or EBM, and might not be any system that is apparent to users today.
The focus on castings is also temporary — though today it is the compelling area of opportunity Eaton’s Aerospace Group sees for additive. The ground fueling component Eaton is producing illustrates this. The additive part does not significantly vary from the casting, but the foundries producing the casting are overextended.
For non-flight component applications such as this, “The casting cost can be one-third the cost of the additive version, but you can’t get the part,” Elhelou says. But with additive, he says, “If you need 250 of them, we can schedule them in to deliver them within the next month.”

Shifting this ram air valve to additive replaced 22 parts with two, simplifying procurement.
Meanwhile, York notes how the AM-produced ram air valve, which relates to cooling a fighter jet’s electronics and cockpit, makes the case in a different way. The additive version of this valve consolidates 22 parts into two.
“All 22 of those parts were procured outside, including two large castings plus spacers and fasteners,” he says. “They come from screw machining, stamping and casting. Quality people have to manage all of them. They have to be inventoried. There are issues in supply chain management to contend with. And if you are missing just one of the components, you can’t ship.” By contrast, additive largely consists of printing just two parts, and doing so within Eaton. For now, AM is about realizing this kind of control.

For now, the case for additive for Eaton's customers is responsiveness and control. Production runs of parts can be produced and delivered quickly, on relatively short notice. Success with parts converted to additive today will set the stage for parts in the future that are designed to fully leverage additive's possibilities.
But increasingly it will be about improving aircraft, and getting to the next performance level of what aircraft can do. Here is where Eaton and its customers will begin to leave behind castings as a jumping-off point for additive. Customers accustomed to AM for production of formerly cast parts with Eaton will come to take 3D printing for granted, working with Eaton to leverage it for next-generation aircraft using intricate components only AM can produce.
“Our ultimate goal for additive is new products,” York says. Applying additive from the beginning of the aircraft’s design engineering, not just to components that can be converted, offers the chance to realize several significant benefits. For aircraft more fully leveraging it, AM will provide “increased speed, increased performance, reduced manufacturing cost, and weight savings of 20 to 30%,” he says — with all those benefits attainable at once.


Related Content

How Machining Makes AM Successful for Innovative 3D Manufacturing
Connections between metal 3D printing and CNC machining serve the Indiana manufacturer in many ways. One connection is customer conversations that resemble a machining job shop. Here is a look at a small company that has advanced quickly to become a thriving additive manufacturing part producer.
Read More
Additive Manufacturing Is Subtractive, Too: How CNC Machining Integrates With AM (Includes Video)
For Keselowski Advanced Manufacturing, succeeding with laser powder bed fusion as a production process means developing a machine shop that is responsive to, and moves at the pacing of, metal 3D printing.
Read More
New Zeda Additive Manufacturing Factory in Ohio Will Serve Medical, Military and Aerospace Production
Site providing laser powder bed fusion as well as machining and other postprocessing will open in late 2023, and will employ over 100. Chief technology officer Greg Morris sees economic and personnel advantages of serving different markets from a single AM facility.
Read More
3D Printed Cutting Tool for Large Transmission Part: The Cool Parts Show Bonus
A boring tool that was once 30 kg challenged the performance of the machining center using it. The replacement tool is 11.5 kg, and more efficient as well, thanks to generative design.
Read MoreRead Next

GE Aviation Switches Four Existing Cast Parts to Metal 3D Printing
GE engineers say additive manufacturing can compete with casting as its improved productivity lowers cost and slashes development time.
Read More
6 Reasons Space Exploration Will Need Additive Manufacturing
There are at least half a dozen ways 3D printing will contribute to space travel, research and habitation — and in some cases it already is. Insights from seminar focused on manufacturing challenges for the space sector.
Read More
What Is the Role for Additive Manufacturing in Aircraft Structural Components?
Spirit AeroSystems recently began installing the Boeing 787’s first titanium structural component to be made through AM. The part is not critical but also not minor. I spoke with manufacturing leaders at Spirit about the meaning of the part and the way forward for additive in aircraft structures.
Read More